Return to:
Encyclopedia Home Page –
Table of Contents –
Author Index –
Subject Index –
Search –
Dictionary –
ESTIR Home Page –
ECS Home Page
ANODIZING
Robert S. Alwitt
Boundary Technologies, Inc.
Northbrook, IL 60065-0622, USA
(December, 2002)
 |
An oxide film can be grown on certain metals – aluminum, niobium, tantalum, titanium, tungsten, zirconium – by an electrochemical process called anodizing. For each of these metals there are process conditions which promote growth of a thin, dense, barrier oxide of uniform thickness. The thickness of this layer and its properties vary greatly depending on the metal, with only the aluminum and tantalum (and recently niobium) films being of substantial commercial and technological importance as capacitor dielectrics. Aluminum is unique among these metals in that, in addition to the thin barrier oxide, anodizing aluminum alloys in certain acidic electrolytes produces a thick oxide coating, containing a high density of microscopic pores. This coating has diverse and important applications including architectural finishes, prevention of corrosion of automobile and aerospace structures, and electrical insulation. In fact, it is this porous coating that is most often thought of as the product of anodizing. Since both barrier and porous oxides can be grown on aluminum, we will use that metal for most of the examples in the discussion that follows. The same principles hold for the growth of barrier oxide on other metals.
In an anodizing cell, the aluminum workpiece is made the anode by connecting it to the positive terminal of a dc power supply. The cathode is connected to the negative terminal of the supply. The cathode is a plate or rod of carbon, lead, nickel, stainless steel – any electronic conductor that is unreactive (inert) in the anodizing bath. When the circuit is closed, electrons are withdrawn from the metal at the positive terminal, allowing ions at the metal surface to react with water to form an oxide layer on the metal. The electrons return to the bath at the cathode where they react with hydrogen ions to make hydrogen gas. (See the Appendix for the chemical reactions occurring during this process.)
Bath electrolytes are selected in which the oxide is insoluble, or dissolves at a slower rate than it deposits, and then an adherent oxide layer grows. The bath composition is the primary determinant of whether the film will be barrier or porous. Barrier oxide grows in near neutral solutions in which aluminum oxide is hardly soluble, most commonly ammonium borate, phosphate, or tartrate compositions. Porous oxide grows in acid electrolytes in which oxide can not only be deposited but also dissolves. The most widely used bath is dilute sulfuric acid, typically about 1 molar or 10 weight percent concentration. Other baths used for particular applications are made with oxalic acid or phosphoric acid.
Barrier oxides
 |
| Fig. 1. Sketch illustrating ion transport through the oxide film. |
Metals that can be anodized also react readily (oxidize) with oxygen in air, so that under ambient conditions the surface is always covered with a thin oxide film. The details of film structure and composition depend on the history of exposure to the ambient atmosphere but, on aluminum, there is always a barrier oxide layer next to the metal that is 2-3 nm thick. The barrier oxide stabilizes the surface against further reactions with its environment and is an excellent electrical insulator. When an aluminum piece covered with this oxide is made the anode in an electrolytic cell, containing, say, a borate electrolyte, no significant current flows until the voltage is raised to between 1 and 2 volt. This oxide supports an electric field (volts/thickness) of order 1 V/nm, a very high field indeed. If this were electronic current then water would be oxidized to evolve oxygen. But oxygen evolution is not seen – it does not occur because the oxide blocks electrons moving in the direction from electrolyte to metal. The voltage across the oxide can be increased, without initiating current flow, until the field in the oxide is large enough to drive aluminum and oxygen ions through the oxide. The current through the oxide is an ionic current and these ions react to form the oxide layer. The process of high-field ionic conduction is central to anodization. Oxide anions move inward to react with aluminum at the metal/oxide interface to form oxide. Aluminum cations move outward from the metal to react with water at the oxide/electrolyte interface to form oxide at that surface. At the cathode, the circuit is completed by the reduction of hydrogen ions to hydrogen gas. New oxide deposits at both oxide interfaces, as illustrated in Figure 1. (See the Appendix for the chemical reactions occurring during this process.) The rate at which the oxide thickens is proportional to the current density (A/cm2). The field in the oxide does not change with oxide thickness, and has only a small dependence on current density and temperature. As the oxide thickens the voltage across the oxide increases proportionally, and at room temperature the thickness/voltage ratio is close to1.2 nm/V. Thickness is very uniform across the surface because everywhere the voltage drop must be the same.
For each bath composition and temperature, there is a maximum voltage that can be supported before breakdown occurs. At breakdown, reactions other than oxide growth occur: oxygen evolution, solute oxidation, or sparking due to electron avalanche through the oxide. The more dilute the electrolyte concentration, the higher the breakdown voltage, and the highest voltage that is reached in aqueous electrolytes is about 1000 V. At this voltage the barrier oxide is about one µm thick, 300 to 500 times thicker than the ambient native oxide.
 |
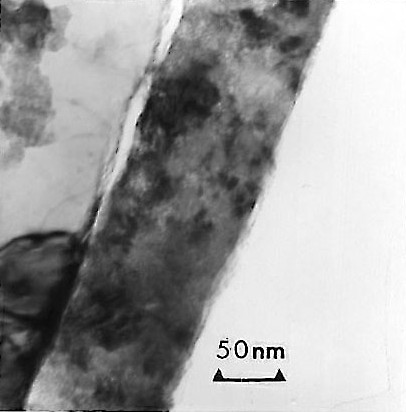
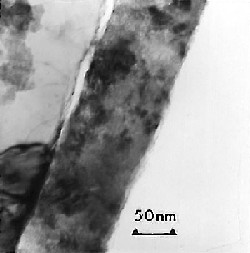
| Fig. 2. Cross section of amorphous barrier oxide (From R.C. Furneaux, G.E. Thompson, and G.C. Wood, Corrosion Science, Vol. 18, p 853, 1978). |
Barrier oxide deposited on clean aluminum at room temperature has an amorphous (non-crystalline) structure, that is, its x-ray diffraction pattern is a diffuse halo. Figure 2 shows a cross section of an amorphous oxide grown at a fixed current density of 10 mA/cm2 in 0.16 M ammonium tartrate at 20oC (68oF) to a voltage of 200 V. The oxide thickness is 220 nm, equivalent to 1.1 nm/V. As expected for an amorphous structure, there are no distinguishing structural features. The micrograph in Figure 2 (and also in Figure 3) was obtained using a transmission electron microscope, which can show fine detail at very high magnification.
 |
 |
| Fig. 3. Plan view (left) and cross section (right) of crystalline barrier oxide. (From Alwitt and Takei (1983), see Bibliography). |
Modifying the initial native oxide in certain ways, for example, by heating in air at high temperature, and then anodizing at elevated temperature produces a barrier film that is crystalline. Figure 3 shows plan view and cross section of a crystalline barrier oxide grown to 140 V. The fine, nanocrystalline structure of the oxide is evident in the plan view. Crystallites with different orientation create the distinctive texture in the cross section. To get this structure the aluminum was initially heated at 550oC (1022oF) for 30 seconds. The amorphous oxide that grows during this brief exposure to air at high temperature is only slightly thicker than the usual ambient temperature film, but it probably contains "seeds" of the crystalline oxide that has been identified in films grown over longer time at this temperature. During subsequent anodization at 70oC (158oF), these seeds promote growth of a uniform crystalline phase. To move aluminum and oxygen ions through the crystalline oxide requires a higher field than in amorphous oxide, so a thinner crystalline oxide supports the same voltage as a thicker amorphous oxide. The film in Figure 3 is 125 nm thick, equivalent to 0.90 nm/V. Crystalline oxide is advantageous as a capacitor dielectric, because a thinner dielectric results in a higher capacitance.
Porous anodic oxides
Porous aluminum oxides are most commonly grown in dilute sulfuric acid, typically 10 weight percent concentration, but there also are commercial processes using phosphoric acid, chromic acid, oxalic acid, and mixtures of inorganic and organic acids. A feature common to these anodizing baths is the ability to retain a relatively high concentration of aluminum in solution. This is essential, because a large fraction of the aluminum that is oxidized is not retained in the film, but passes into solution. For example, for anodization in sulfuric acid, about 60% of the oxidized aluminum is in the film and the remainder is found in solution. Porous films 100 µm thick can easily be made – this is 100 times thicker than the thickest barrier film. Unlike barrier films, a high voltage is not needed to make a thick porous film because of the unique structure of these films.
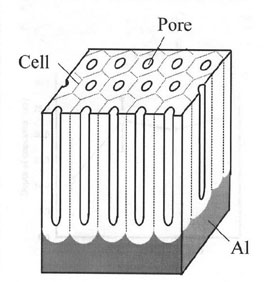 |
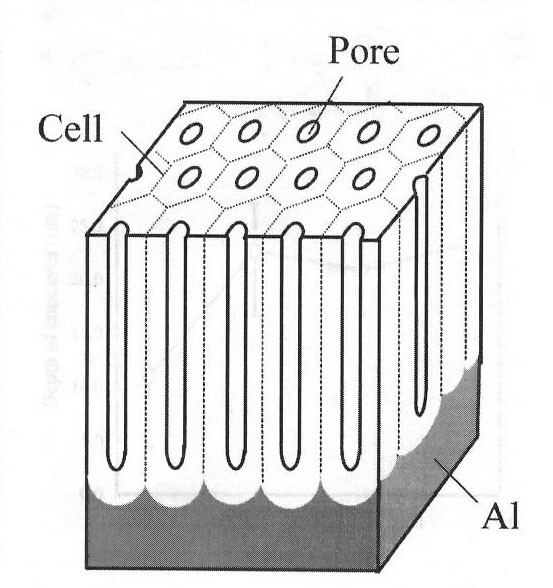
| Fig. 4. Idealized structure of anodic porous aluminum oxide (From Asoh et al. (2001), see Bibliography). |
An idealized sketch of film structure is shown in Figure 4. The oxide has a cellular structure with a central pore in each cell. The sketch shows uniform hexagonal cells, but most anodization conditions produce films with more disorder, with a distribution of cell size and pore diameter. Cell and pore dimensions depend on bath composition, temperature, and voltage, but the end result always is an extremely high density of fine pores. The cell diameter is in the range 50-300 nm and the pore diameter is typically 1/3 to 1/2 of the cell diameter. The cell population density is from approximately 10 to more than 100 per µm2. The aspect ratio is even more startling – commonly of the order of 1000:1. For example, film thickness of 20 to 50 µm with 20 nm pores is typical for coatings grown in sulfuric acid.
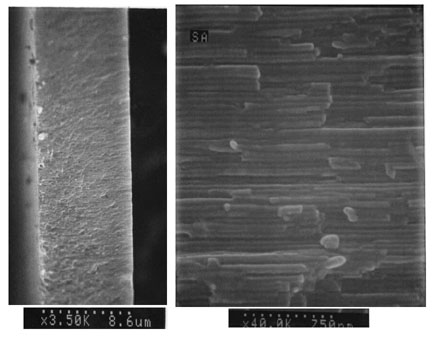 |
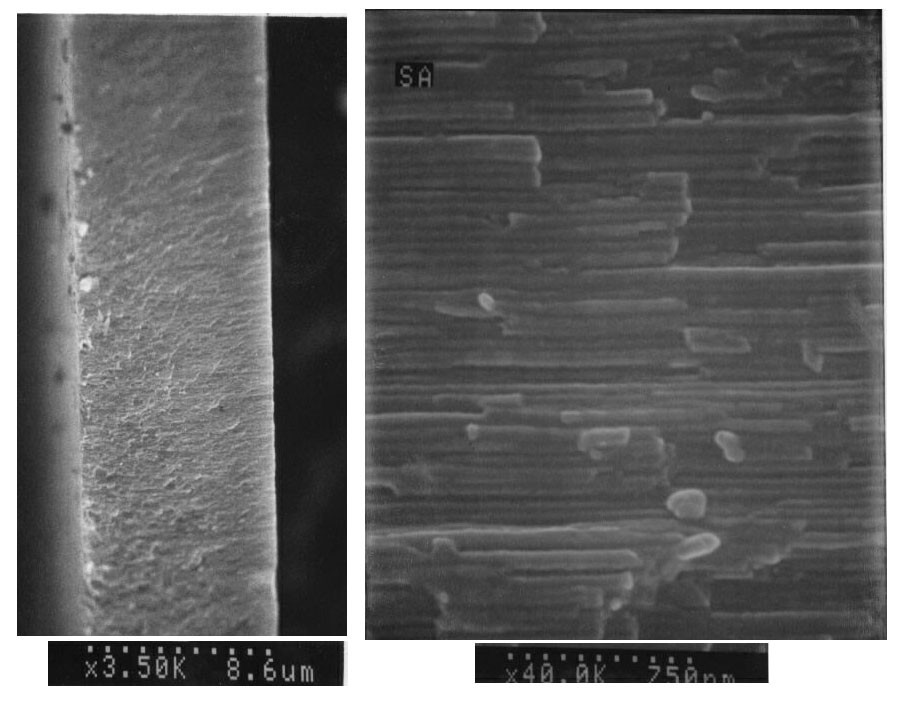
| Fig. 5. Cross-section of porous oxide at low (3,500×, left) and high (40,000×, right) magnifications. |
Figure 5 shows two views of a fracture section of a 9.4 µm thick film grown in sulfuric acid. These images were made in a scanning electron microscope, which shows surface features. At 3,500× magnification the fine porous structure is not evident but at 40,000× the pores and cell walls are clearly seen.
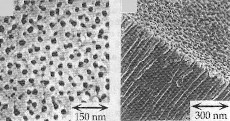 |
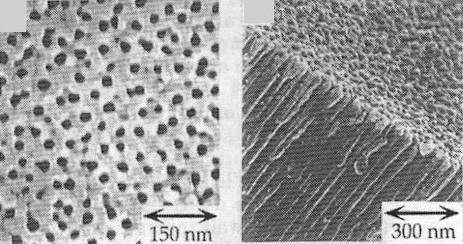
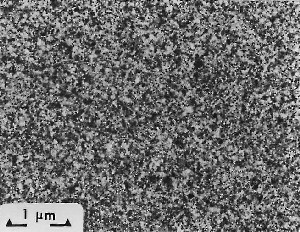
| Fig. 6. Surface and cross section near outer surface of porous oxide (From T. Kyotani, L. Tsai, and A. Tomita, Chemistry of Materials, Vol. 8, p 2109, 1996). |
Figure 6 shows the surface region of another film grown in sulfuric acid. The structure is the same across the coating thickness.
 |
 |
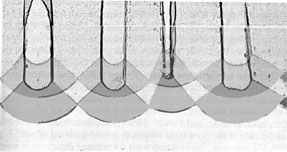 |
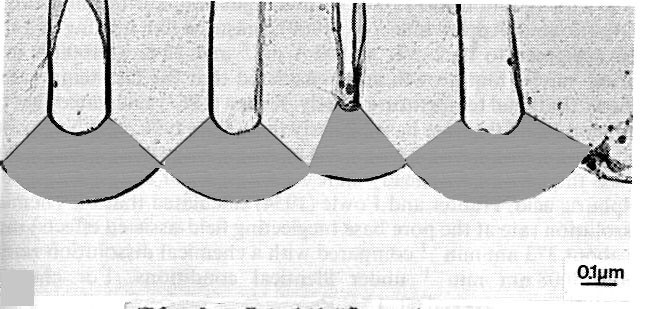
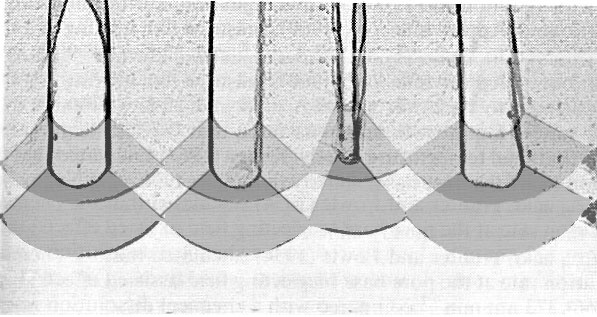
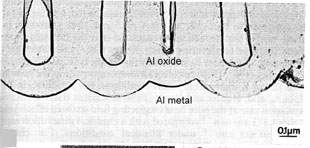
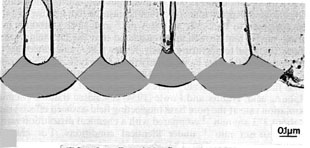
| Fig. 7. Top: Cross-section of porous oxide in the vicinity of metal/oxide interface. Center: Ion transport occurs only within the dark grey zones. Bottom: Snapshots near the metal surface at short and long anodization times. (From Thompson and Wood, see Bibliography). |
A thin barrier oxide is at the base of each pore. Figure 7-top shows a film in the vicinity of the metal/oxide interface that was grown in phosphoric acid. This is a transmission electron micrograph of a carbon replica of the fracture surface. Four pores are in the micrograph, and each pore is centered over a scallop-shaped depression in the metal. At the base of each pore is anodic oxide 0.2 µm thick and pores are separated by oxide comprising the cell walls. As illustrated in Figure 7-center, the cell geometry concentrates current through the oxide at the pore base, the dark grey zones in the figure. The shortest path between metal and electrolyte is within this zone, and the field is uniform and at its highest value. This is a critical feature for development of the porous structure. Ions move by high field conduction: aluminum cations reach the pore surface and pass into solution, and oxide deposition is confined to the metal/oxide interface at the pore base. As aluminum metal is oxidized, the metal/oxide interface moves into the metal. This is illustrated in Figure 7-bottom where we try to show this inward motion by superposing the pore positions at an earlier and later time of anodization. What had been barrier oxide at the periphery of the pore base is no longer penetrated by the field and becomes part of the cell wall. The cell wall and pore increase in height, that is, the film thickens, while cell and pore diameters remain fixed. Because the barrier oxide thickness remains constant, the cell voltage and current remain nearly constant as the film thickens.
It is not apparent from this description of steady state film growth how the pores and cells initiate. The metal surface has some degree of roughness. This may be from a metal fabrication process, such as rolling, or from chemical etching, or cleaning prior to anodizing. Even electropolishing, which leaves a mirror finish, creates a scalloped surface texture with shallow cells of the order 100 nm diameter. During early growth, the film on ridges and protuberances becomes thicker than in the depressions. It appears that ions move through oxide more easily at these locations. This may be because of higher film stress, impurities, or oxide flaws, and so the current concentrates at these locations. This is a temporary situation and as the oxide acquires more uniform properties the current shifts towards the thinner oxide in depressions. Because of the concave geometry that has developed, there is a slightly higher electric field in depressions, and field-assisted dissolution promotes local oxide thinning and current concentration. This initiates pores, and the pore size, density, and distribution adjust until steady state prevails. For commercial processes most of the adjustment typically occurs within the first minute.
The usefulness of these films would be quite limited if it were not possible to close the pores after growth is completed. This step is called "sealing," and is most commonly done by reacting the anodized coating with hot water. Oxide on the surface and within the pores reacts to make a hydrous oxide that has a different structure, and a lower density, than the anodic oxide. Because of its lower density, the hydrous oxide occupies a greater volume than the anodic oxide from which it formed. This reaction product fills the pores and makes an impermeable anodized layer that is stable under a wide range of atmospheric and environmental conditions. (See the Appendix for the chemical reaction occurring during sealing.)
Applications
A few of the more important applications are described below, as well as new nanotechnology applications that may grow in importance.
Clear anodize
Clear anodize usually means sulfuric acid anodize followed by hot water seal. This is the most widely used anodize coating. It is used on some aluminum alloys as the surface finish for automotive trim. It is also the surface for commercial photolithography plates. The photoemulsion adheres to the anodize coating, and the printing pattern is made by selective dissolution of emulsion. Printing ink adheres to the emulsion and water adheres to exposed oxide. The oxide surface is wear resistant and stands the rigors of high speed printing presses.
Immersing the anodize coating in a dye solution before sealing creates an attractive colored surface for consumer products.
Hard anodize
Hard anodize is generally made by anodizing in sulfuric acid at low temperature. This produces a coating with large cells and small diameter pores. The coating is extremely hard and durable and is used for engineering applications such as bearing surfaces.
A thin phosphoric acid anodize coating is used as an adhesive bonding primer coat on aircraft and aerospace alloy sheets. This is an excellent surface for the epoxy adhesive and also improves corrosion resistance. Chromic acid anodize is used for optimum corrosion resistance for severe applications, such as aerospace and military use, but because chrome, in some form, is a carcinogen this process is being phased out.
Architectural applications
Architectural applications for anodized aluminum include door and window trim and exterior structural panels. These surfaces must be stable for many years under harsh atmospheric conditions. Neither clear nor dyed coatings are satisfactory. Coatings ranging in color from gold to dark bronze are made by "integral coloring" that is achieved by using certain organic acids in the anodizing bath. The organic anions become incorporated in the oxide and cause it to darken. Similar hues are produced by a two-step anodizing process in which an ac anodizing follows the dc sulfuric acid step. In the ac step a metal, usually tin or nickel, is deposited at the bottom of the pores. The metal deposit changes the optical properties of the coating and the thickness of the metal deposit is controlled to produce the desired color by optical interference. These coatings have superior long term stability compared with integral colored coatings.
Nanotechnology applications
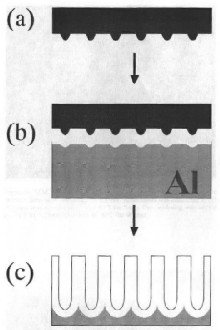 |
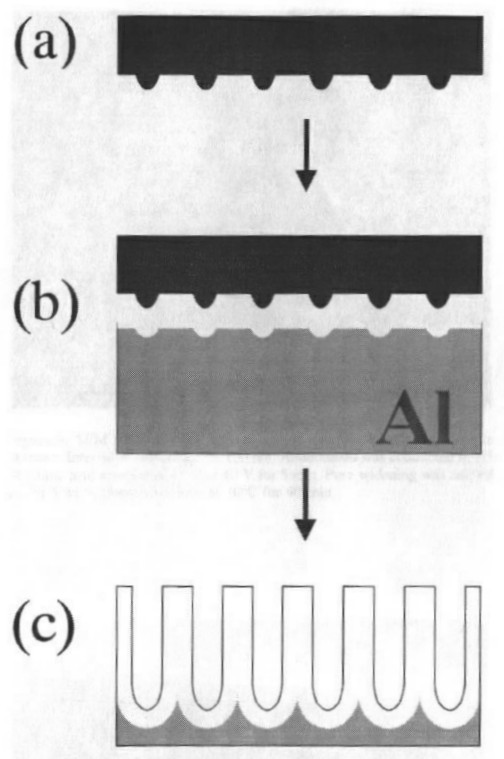
| Fig. 8. Process for fabrication of ideally ordered porous oxide. Black structure is SiC (silicon carbide) mold used to make ordered array of convex dimples in aluminum surface prior to anodization (From Asoh et al., see Bibliography). |
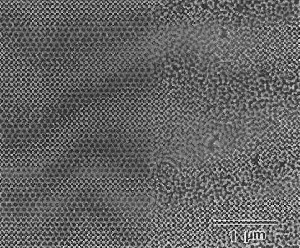 |
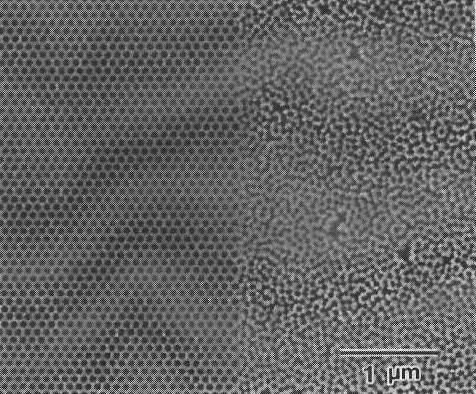
| Fig. 9. Scanning Electron Microscopy micrograph of surface showing ideally ordered pores (left) and usual random distribution (right) (From Asoh et al., see Bibliography). |
The importance of surface texture in the development of pores has recently been dramatically demonstrated, and the results open new applications for anodized structures. A hexagonal array of nanoscale (on the order of billionth of a meter) depressions was impressed on an aluminum surface using a silicon carbide die fabricated using electron beam lithography. Feature interval was 70-500 nm, feature depth was 200 nm, and feature width was of similar magnitude. This sequence is illustrated in the sketch in Figure 8. In this particular experiment, anodization in oxalic acid solution produced perfectly ordered arrays of pores corresponding to the patterned texture. This is shown in Figure 9, where the oxide on the left grew on the patterned surface, in contrast to the oxide on the right that grew on a surface that was not patterned. Adjustment of process conditions produces precisely ordered pore arrays with dimensions suitable for use as 2-D (two-dimensional) photonic crystals in the visible wavelength.
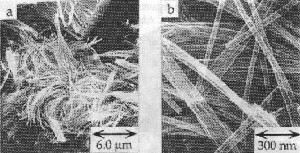 |
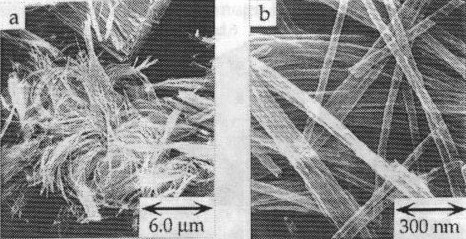
| Fig. 10. Carbon tubes prepared by pyrolytic deposition of carbon in porous aluminum oxide (From T. Kyotani, L. Tsai, and A. Tomita, Chemistry of Materials, Vol. 8, p 2109, 1996). |
Pores can be used as templates to make structures such as nanowires and nanotubes. To make nanowires the pores are filled with a metal, or other material, by cathodic deposition or electroless deposition. Tubes are made by coating the pore walls; addition of functional groups to the tube interior wall creates tubular nanoreactors. The wires and tubes are recovered by dissolving the alumina (aluminum oxide) template in a reagent that does not attack the nanostructures. Figure 10 shows pyrolytic carbon tubes created by flowing propylene at a temperature of 800oC (1472oF) through a porous alumina membrane that had been separated from its metal substrate. The alumina was then dissolved in hydrofluoric acid solution.
Electrolytic capacitors
The main commercial application of the anodic barrier oxide is as the dielectric film in electrolytic capacitors. These capacitors have high energy density, wide voltage range (3 volt to 600 volt) and are relatively low cost. These capacitors are of two types: wet and solid. Wet type uses an organic electrolyte as electrical contact between oxide dielectric and a current collector. Most aluminum electrolytic capacitors are of this type and contain a roll of two aluminum foils – one foil with the oxide dielectric – separated by a paper spacer impregnated with the organic electrolyte. Solid capacitors use a conducting oxide, usually manganese dioxide, or a conducting organic polymer (for example, polythiophene) as the contact between oxide dielectric and current collector. These are mostly tantalum capacitors, although there are some aluminum and more recently niobium capacitors with this design. To enhance the capacitance per unit volume, the surface area of metal substrate is increased before deposition of the anodic oxide dielectric. Aluminum foil is etched and tantalum or niobium powder is sintered to make a high surface area pellet. The high specific area, thin dielectric layer, and relatively high dielectric constant (about 8 for aluminum oxide and 25 for tantalum oxide) combine to make capacitors with higher energy density than with any other type of dielectric, such as polymer film or ceramic.
Appendix
Summary of anodizing and sealing reactions
The overall reaction that takes place during anodization is:
2Al + 3H2O ==> Al2O3 + 3H2
This is the sum of the separate reactions at each electrode. The reactions at the anode occur at the metal/oxide and oxide/electrolyte interfaces. The ions that make up the oxide are mobile under the high field conditions. At the metal/oxide interface the inward moving oxygen anions react with the metal:
2Al + 3O2- ==> Al2O3 + 6e-
At the oxide/electrolyte interface outward moving aluminum cations react with water:
2Al3+ + 3H2O ==> Al2O3 + 6H+
(In case of aluminum dissolution into the electrolyte during porous film formation, the anodic reaction is:
2Al ==> 2Al3+ + 6e-)
The reaction at the cathode is hydrogen gas evolution:
6H+ + 6e- ==> 3H2
The sealing reaction can be written as:
Al2O3 + 3H2O ==> 2AlOOH*H2O
Related articles
Cathodic/anodic corrosion protection
Corrosion
Current density distribution in electrochemical cells
Electrolytic capacitors
Bibliography
- Structural Features of Crystalline Anodic Alumina Films, H. Uchi, T. Kanno, and R. S. Alwitt, "Journal of The Electrochemical Society" Vol. 148, pp B17-B23, 2001.
- Conditions for Fabrication of Ideally Ordered Anodic Porous Alumina Using Pretextured Al, H. Asoh, K. Nishio, M. Nakao, T. Tamamura, and H. Masuda, "Journal of The Electrochemical Society" Vol. 148, pp B152-B156, 2001.
- The Surface Treatment and Finishing of Aluminum and Its Alloys (5th edition), S. Wernick, R. Pinner, and P.G. Sheasby, ASM International, Metals Park, Ohio, USA, 1987.
- Crystalline Aluminum Oxide Films, R. S. Alwitt and H. Takei, in "Thin Films Science and Technology, Vol. 4, Passivity of Metals and Semiconductors" pp 741-746, M. Froment (editor), Elsevier, New York, 1983.
- Anodic Films on Aluminum, G. E. Thompson and G. C. Wood, in "Treatise on Materials Science and Technology, Vol. 23, Corrosion: Aqueous Processes and Passive Films" pp 205-329, J. C. Scully (editor), Academic Press, New York, 1983.
Listings of electrochemistry books, review chapters, proceedings volumes, and full text of some historical publications are also available in the Electrochemistry Science and Technology Information Resource (ESTIR). (http://knowledge.electrochem.org/estir/)
Return to:
Top –
Encyclopedia Home Page –
Table of Contents –
Author Index –
Subject Index –
Search –
Dictionary –
ESTIR Home Page –
ECS Home Page
|